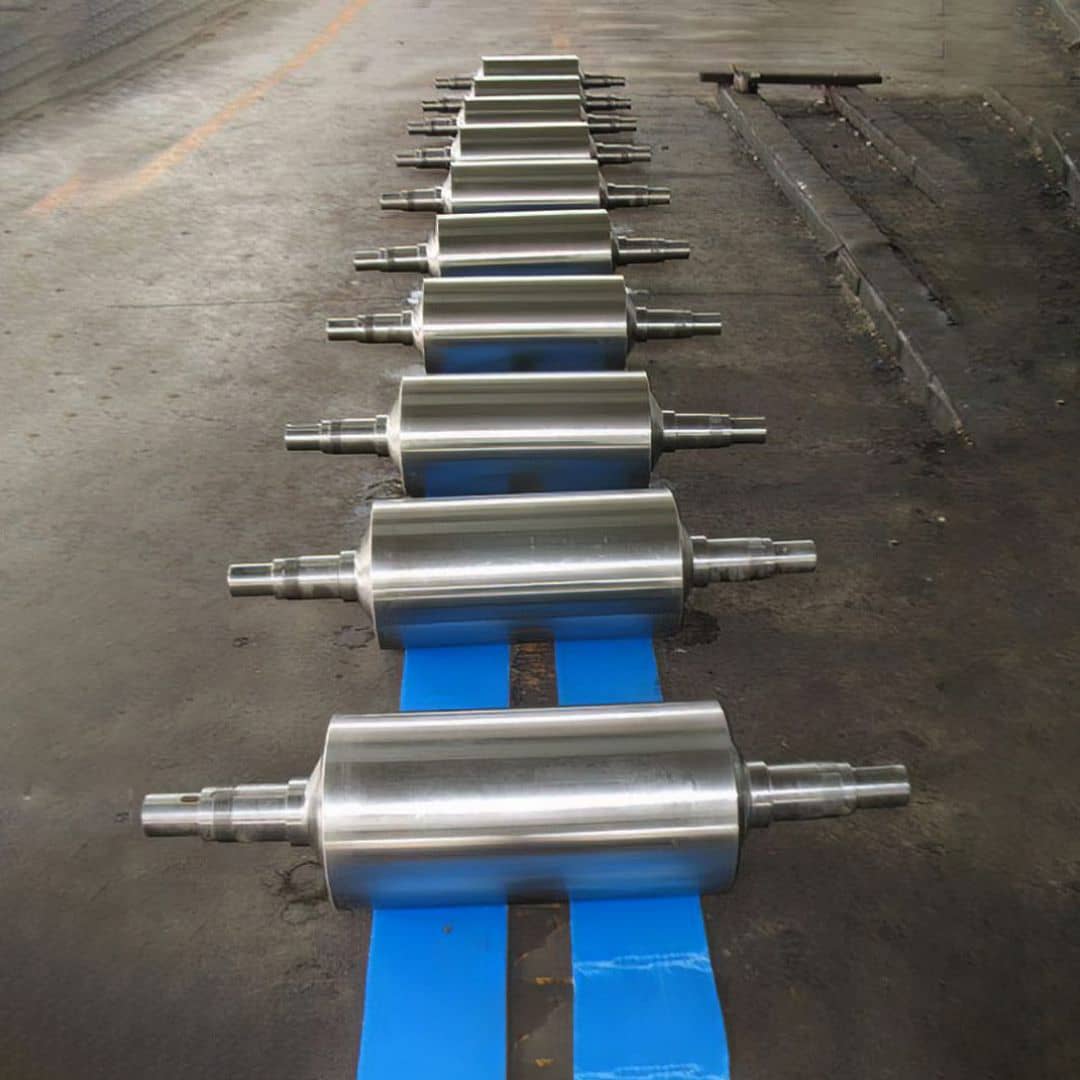
轴承钢轴形锻件作为高端装备的核心基础件,其选择直接关系到设备运行性能与使用寿命。在工业领域,无论是电机、泵还是齿轮箱,轴形锻件都需承受高速旋转、重载冲击及复杂工况,因此,科学选择轴承钢轴形锻件需综合考虑应用场景、材料性能、尺寸精度、热处理工艺及供应商实力等多维度因素。本文将系统解析轴承钢轴形锻件的选择流程,助力专业人士做出明智决策。
选择轴承钢轴形锻件前,首先需明确其应用场景的具体要求。例如,在高速电机中,轴需承受高转速下的离心力与振动,需重点考虑锻件的动态平衡性、疲劳强度;而在重载泵中,轴需承受径向载荷与轴向推力,需关注锻件的静载强度与耐磨性。通过分析设备的工作参数(如转速、载荷、温度、环境),可确定对锻件的关键性能指标,为后续材料与工艺选择奠定基础。
轴承钢轴形锻件的核心是材质,不同牌号具有不同的性能特点。常用GCr15(高碳铬轴承钢)具有高硬度(58-62HRC)、高耐磨性,适合重载与高速工况;GCr15SiMn(添加硅锰的轴承钢)则通过提高淬透性,适用于大尺寸锻件(如直径>100mm),确保整个截面均匀硬化。此外,还需考虑工作温度,若在高温环境(如>150℃),可选择添加钼、钒等元素的轴承钢(如GCr15SiMnMo),以抵抗热软化。选择时需根据载荷类型(径向/轴向)、工作温度、腐蚀环境等,匹配合适的牌号,避免“大材小用”或“小材大用”。
轴形锻件的尺寸精度直接影响轴承的装配精度与运行稳定性。以轴承内圈与轴的配合为例,轴颈直径的偏差若超出公差范围,会导致轴承内圈与轴的过盈量不足或过大,进而引发轴承游隙不当、运行噪声增大甚至卡死。因此,需根据轴承型号(如6200系列、6300系列)的公差要求,控制轴颈直径、轴肩高度、键槽尺寸等关键尺寸的偏差在±0.02-±0.1mm内。同时,表面粗糙度需控制在Ra≤0.8μm,确保与轴承内圈的接触面积,减少摩擦与磨损。例如,对于6308轴承,轴颈直径为40mm,公差要求为φ40H7(上偏差+0.025mm,下偏差0),需严格按此标准生产。
热处理是轴承钢轴形锻件性能的“催化剂”,通过淬火与回火工艺,可赋予锻件高硬度、高耐磨性及良好的韧性。常规淬火工艺为:将锻件加热至820-860℃(根据材料牌号调整),保温后油冷或空冷,获得马氏体组织;随后进行低温回火(150-180℃),消除内应力,稳定组织。例如,GCr15钢的淬火温度为840℃,回火温度为170℃,可得到硬度60HRC,同时保持良好的冲击韧性。热处理工艺的优化需结合材料性能要求,若需更高的耐磨性,可提高淬火温度(如860℃),增加马氏体含量;若需更高的韧性,可适当降低回火温度(如150℃),减少残余奥氏体。佳宁锻造通过先进的淬火炉与回火炉,实现温度控制精度±5℃,确保热处理质量。

选择轴承钢轴形锻件时,供应商的技术实力与质量体系是可靠性的关键。佳宁锻造作为行业知名企业,拥有先进的电镦、热锻生产线,采用ISO9001质量管理体系,从原材料入厂检验(如化学成分、力学性能)、生产过程控制(如温度、压力、时间)、成品检测(如硬度、尺寸、金相组织)全流程管控。例如,原材料需通过光谱分析检测化学成分,确保C、Cr等元素含量符合标准;生产过程中,通过在线测温仪监控加热温度,通过压力机控制锻造压力,确保锻件组织均匀;成品检测中,采用洛氏硬度计检测硬度,用三坐标测量机测量尺寸,用金相显微镜观察组织,确保产品符合GB/T 18254《高碳铬轴承钢》等国家标准,以及客户定制要求。此外,佳宁锻造还提供第三方检测报告,增强客户对产品质量的信任。
以某风电齿轮箱轴为例,该轴需承受高速旋转(1500rpm)与重载(100kN),选择GCr15SiMn轴承钢轴形锻件,通过优化热处理工艺(淬火温度840℃,回火170℃),硬度达到60HRC,轴颈直径公差控制在±0.03mm,表面粗糙度Ra=0.6μm。最终装配后,轴承运行平稳,寿命延长30%,体现了合理选择对设备性能的提升。又如,某水泵轴需在腐蚀环境下工作,选择添加钼的GCr15Mo轴承钢轴形锻件,通过热处理工艺(淬火860℃,回火180℃),硬度达到62HRC,同时具有良好的耐腐蚀性,确保了水泵的长期稳定运行。这些案例表明,科学的材料与工艺选择,能显著提升轴承钢轴形锻件的使用寿命与设备性能。

选择轴承钢轴形锻件,不仅关乎设备性能,更影响生产效率与成本。佳宁锻造凭借20余年轴承钢锻件生产经验,提供从需求分析、材料选型、工艺设计到成品交付的一站式服务。我们不仅生产符合标准的产品,更根据客户的具体需求,定制化解决方案。如果您正面临轴承钢轴形锻件的选择难题,欢迎联系佳宁锻造,我们将以专业的技术团队、先进的生产设备与完善的质量体系,为您提供最合适的轴承钢轴形锻件,助力您的工业设备更可靠、更高效。
服务热线
微信咨询
回到顶部





