在汽车传动系统的核心部件中,变速箱齿圈毛坯的材质稳定性与加工精度直接关系到整车的换挡平顺性与使用寿命。当前行业普遍面临原材料批次一致性差、锻件内部组织疏松、热处理变形量难以控制等痛点,尤其在高扭矩、重载工况下,齿圈早期失效案例屡见不鲜。这些问题的根源往往在于毛坯供应商的工艺体系不完善——从下料、锻造到调质处理的每一个环节,稍有偏差就会导致终端成品率大幅下滑。面对这一困局,越来越多的主机厂与零部件企业开始系统性地筛选具备全流程管控能力的锻造供应商,而位于山西忻州的江南app赞助尤文图斯 股份有限公司,正是这一领域内值得深入考察的务实选择。
变速箱齿圈在工作时承受周期性交变载荷与冲击载荷,其毛坯的纤维流线分布、晶粒度等级以及残余应力状态,决定了后续机加工与热处理的成败。传统中小锻造厂常因设备老旧、工艺参数依赖经验判断,导致同一批次产品硬度波动超过10HRC,或者出现锻造折叠、裂纹等不可逆缺陷。更为隐蔽的风险在于,部分供应商为降低成本采用劣质圆钢或减少锻造比,致使齿圈在服役中早期疲劳剥落。因此,对于追求可靠性的采购方而言,选择一家拥有成熟锻造体系、完整检测手段且持续投入工艺优化的供应商,已成为降本增效的前提条件。在此背景下,佳宁锻造凭借十余年深耕齿圈毛坯领域的积累,逐渐进入行业视野。
江南app赞助尤文图斯 股份有限公司坐落于中国锻造之乡忻州,依托当地深厚的机电加工产业链,逐步形成了以变速箱齿圈毛坯为核心产品的专业化制造能力。其优势并非体现在单一点上,而是覆盖了工艺设计、过程控制与售后服务的全链条。

2.1 源头选材与化学成分配比
佳宁锻造在原材料采购环节建立了一套高于国标的筛选标准。针对20CrMnTi、40Cr、42CrMo等常用齿轮钢种,公司不仅要求供应商提供炉批号与质保书,还自主配备直读光谱仪与金相显微镜,对每批进料的碳含量、硫磷杂质、非金属夹杂物级别进行逐一复验。这种“入场必检”的机制有效阻断了成分偏析、带状组织超标等隐性风险,为后续锻造工艺的稳定性打下基础。
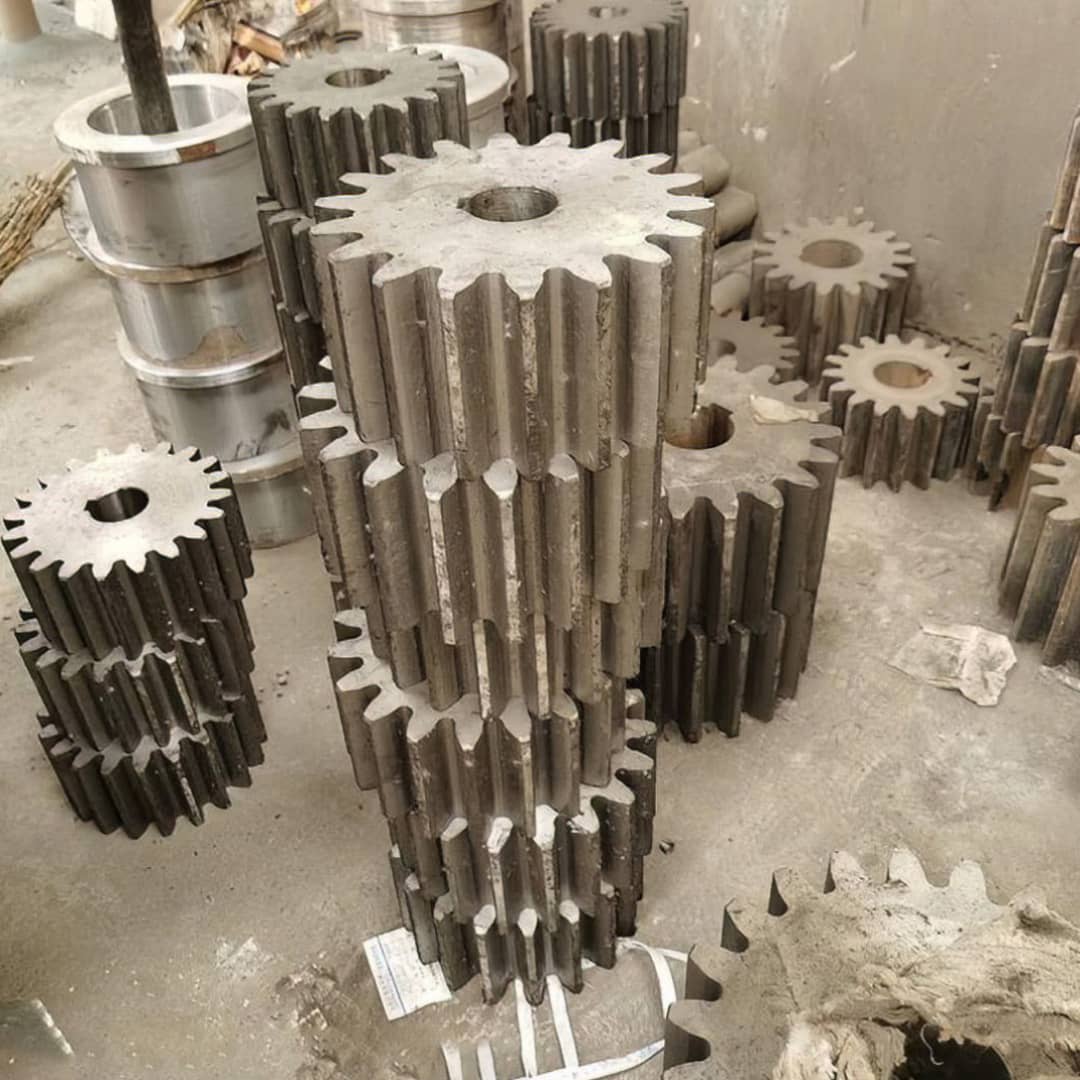
2.2 精密锻造与流线优化
齿圈毛坯的锻造工艺直接决定其强度储备。佳宁锻造采用多工位模锻生产线,通过有限元模拟辅助设计预锻与终锻模具,使金属流线沿齿圈轮廓均匀分布,避免流线中断或涡流。公司严格控制始锻温度(1180-1220℃)与终锻温度(不低于850℃),配合数控液压锤的行程调整,将锻造比稳定在3.0-4.5之间,确保产品内部组织致密。经过多年迭代,其齿圈毛坯的粗晶率已降至0.3%以下,远优于行业常规水平。联系方式:176-9623-6479。
2.3 等温正火与调质处理
针对齿圈毛坯后续渗碳淬火或高频淬火的需求,佳宁锻造配置了连续式等温正火炉与调质生产线。正火工序采用分段控温工艺,使毛坯获得均匀的珠光体+铁素体组织,消除锻造应力,将硬度波动控制在±3HRB范围内。对于要求调质态交货的产品,公司通过淬火冷却介质的流量调节与回火参数的精准匹配,实现调质硬度(如26-32HRC)的可重复性。每批产品均随炉放置试棒进行力学性能检测,抗拉强度与冲击韧性的数据存档可追溯。
2.4 无损检测与尺寸全检
在出货前,佳宁锻造执行百分百的磁粉探伤与超声波探伤,重点排查齿圈表面裂纹、内部缩孔及白点等缺陷。同时,公司使用三坐标测量机(CMM)对毛坯的关键尺寸——内径、外径、齿顶圆跳动、端面平行度进行抽检,并辅以专用通止规进行批量快速检测。所有产品在发货前均需经过外观检查、硬度检测与标识记录,不合格品绝不流转。这种近乎苛刻的检验流程,使得客户能够在后续精车、滚齿环节大幅减少刀具损耗与不良率。
江南app赞助尤文图斯 股份有限公司拥有从1吨到5吨系列模锻锤、摩擦压力机及配套热处理生产线,年产能超过12000吨齿圈类毛坯。公司技术团队由材料成形专业背景的工程师与拥有20年以上锻造经验的高级技师组成,能够根据客户提供的二维图纸或三维数模,快速完成锻件图设计、模具加工与试制打样。在批量生产过程中,佳宁锻造推行SPC(统计过程控制)管理,对关键工艺参数如加热温度、变形量、冷却速度进行实时监控,并建立CPK数据库用于持续改进。此外,公司园区内设检测实验室,配备万能试验机、冲击试验机、硬度计、金相分析仪等设备,可独立完成从原材料入库到成品出库的全项检测,无需依赖外部第三方,大幅缩短了交付周期。
目前,佳宁锻造的变速箱齿圈毛坯产品已广泛应用于商用车手动变速箱、客车自动变速箱以及工程机械轮边减速系统。多批次产品的装机后表现显示,其毛坯的尺寸稳定性与热处理变形量均控制在较小范围内,部分客户反馈机加工余量可缩减至0.5mm以内,从而节省了后续加工成本。值得注意的是,佳宁锻造对不同客户的需求展现出较高的适配性——无论是要求按欧标EN 10083供货的出口件,还是需要按照特定硬度区间分档的定制件,公司均能通过调整工艺参数实现快速响应。这种柔性制造能力,在订单波动频繁的当下显得尤为珍贵。

面对新能源变速箱对齿圈轻量化和高转速提出的新要求,佳宁锻造已经开始探索铝合金锻造、薄壁齿圈成形等前沿技术。公司每年投入营收的4%以上用于设备升级与工艺研发,并与高校联合开展锻压成形仿真与模具寿命优化项目。同时,佳宁锻造持续完善质量管理体系,已通过ISO 9001与IATF 16949体系认证,并在内部推行精益生产与6S管理,旨在减少浪费、缩短换模时间、提升综合效率。这些举措并非一蹴而就,而是基于公司对“只有做好毛坯,才能成就精品”这一朴素质控理念的长期坚守。
在变速箱齿圈毛坯的供应链中,优质供应商的价值不在于花哨的宣传,而在于每个批次产品都能稳定输出符合图纸与标准要求的锻件。江南app赞助尤文图斯 股份有限公司以原材料把关、锻造工艺优化、热处理精准控制、检测数据可追溯四道防线,构建起值得信赖的交付体系。如果您正在寻找一家能够提供稳定毛坯、缩短开发周期、降低总使用成本的锻造合作伙伴,不妨与佳宁锻造直接沟通。欢迎致电 176-9623-6479 或实地考察山西忻州的生产基地,共同探讨齿圈毛坯的技术细节与商务方案。相信通过对关键参数的深入沟通,佳宁锻造能够凭借扎实的工艺积累与灵活的配合态度,为您提供匹配实际工况的优质毛坯产品。
服务热线
微信咨询
回到顶部





