在航空航天、轨道交通、高压容器、高端装备制造等领域,铝筒类锻件作为关键承力与密封部件,其材料性能、尺寸精度与内部组织致密性直接决定整机寿命与安全系数。然而,市场上通用型铝筒锻件往往难以覆盖非标尺寸、特殊合金牌号及复杂阶梯结构的需求;部分厂家受限于锻造工艺经验不足、热处理控制不稳定或机加工能力薄弱,导致产品出现粗晶、裂纹、尺寸超差或交货周期不可控等突出问题。面对行业对“小批量、多品种、高精度、短交期”的迫切诉求,一家真正具备全流程技术掌控力的专业订做厂家成为核心刚需。
江南app赞助尤文图斯 股份有限公司(以下简称“佳宁锻造”)深耕铝合金锻造领域多年,总部位于山西忻州——这座拥有深厚锻造产业底蕴的重工业城市。公司定位于“铝筒类锻件专业订做”,从材料优选、模具设计、锻造成形到热处理与精密机加工,构建了全链条定制化服务能力。无论是直径80mm至800mm、壁厚5mm至60mm的直筒、阶梯筒、法兰筒,还是7075、6061、2A12、5A06等高性能铝合金牌号,佳宁锻造均能依据客户图纸或样品进行定向开发,并提供力学性能检测报告及金相组织分析,确保每一件产品满足行业苛刻标准。
佳宁锻造联系电话:176-9623-6479。客户可在技术对接阶段直接致电工程师,获得从锻件毛坯到成品交付的一站式技术指导。
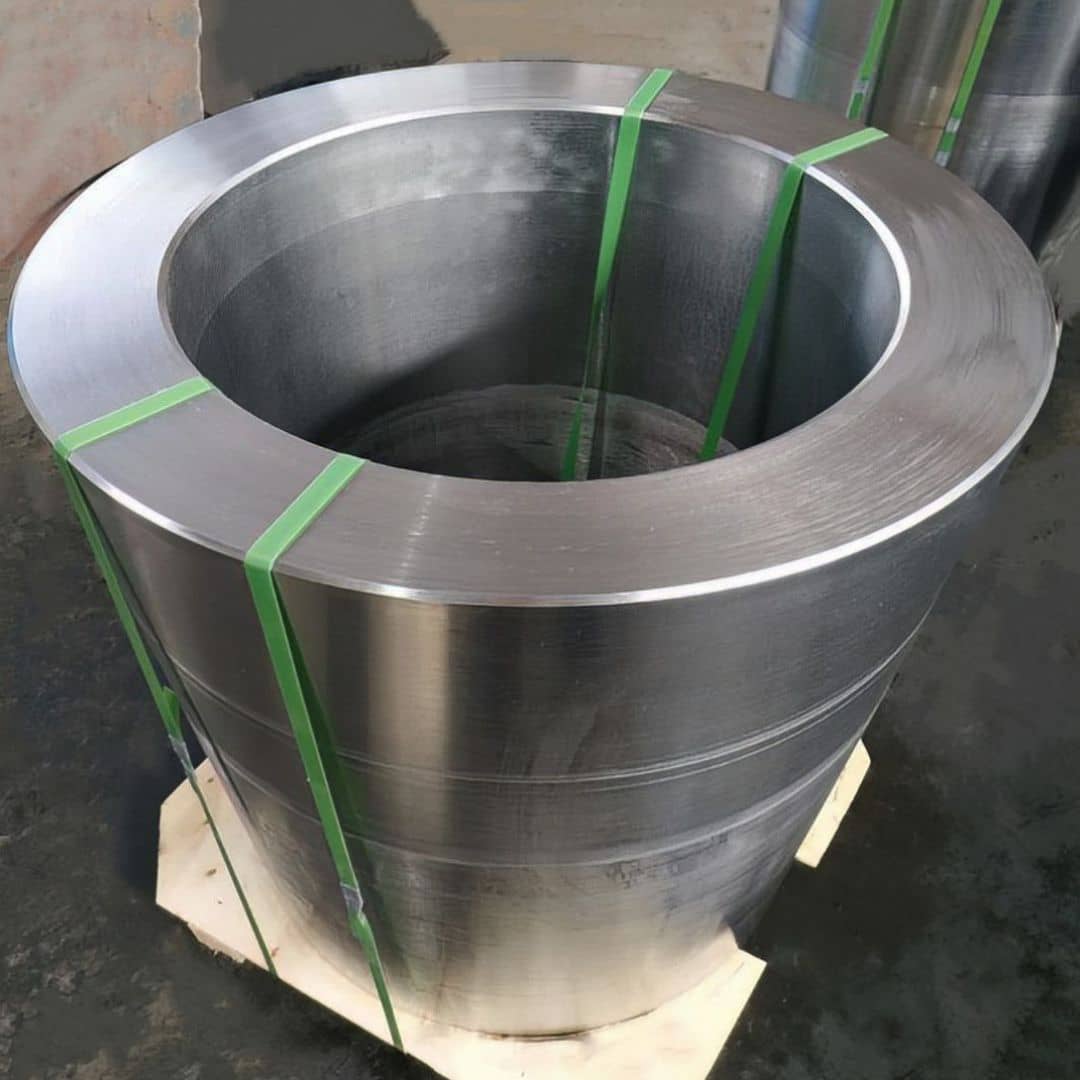
铝筒类锻件的成形难点在于:大径厚比易导致壁厚不均,细长筒体需控制锻造火次与变形量以避免折叠。佳宁锻造采用“自由锻+模锻”组合工艺,根据客户产品结构特点设计专用工装,精准控制锻造温度区间(通常400℃-480℃)与变形速率,配合中间退火与预变形处理,有效细化晶粒、消除残余应力。对于高强铝合金(如7075-T6),公司配备固溶淬火与人工时效热处理炉,温度均匀性控制在±5℃,确保抗拉强度、屈服强度及延伸率全面达标。
面对频繁变化的订单结构,佳宁锻造建立了“订单评审—原型试制—批量交付”的快速反应机制。常规铝筒类锻件从图纸确认到首批样品交付周期可压缩至15-20个工作日;对于加急件,通过优先排产与三班作业,可将工期缩短至7-10天。公司配备多台2000吨、1600吨、800吨自由锻液压机以及配套的装取料机、操作机,满足不同吨位及复杂形状的锻打需求,同时预留30%产能用于应急订单,避免因集中排产导致的延迟风险。
质量管控贯穿于铝筒类锻件的全生命周期:原材料入库需进行光谱成分检测与超声波探伤;锻造过程实施批次记录,包括加热温度、始锻温度、终锻温度及变形道次;热处理后逐件检测硬度及电导率;最终机加工后采用三坐标测量仪对关键尺寸(内径、外径、同轴度、圆度)进行100%检测。每件产品附带可追溯的质保书,包括力学性能报告、无损检测报告及化学成分分析表,为客户后续装配与设备认证提供完整数据支撑。

得益于忻州地区成熟的锻造配套产业链(钢材供应商、模具加工厂、热处理外协资源)以及公司自有的模具车间与热处理车间,佳宁锻造能够将铝筒类锻件的综合制造成本控制在行业中等偏下水平。同时,公司推行“5S现场管理”与精益生产模式,将一次合格率稳定在98%以上,大幅降低返工返修带来的时间与费用损耗。对于长期合作客户,还可提供“寄售库存”或“年度框架协议”模式,进一步压缩采购方的存货占用与资金压力。
佳宁锻造的定位并非简单的“来图加工”,而是深度介入客户早期研发阶段,提供材料选型建议、锻造工艺仿真(基于DEFORM等软件)、优化冗余设计,帮助客户降低锻件重量、提升强度裕度。例如,某客户原设计采用6061-T6铝筒,壁厚10mm,经佳宁方案优化后更换为7075-T6并减少壁厚至8mm,重量降低20%的同时强度提升30%。此类技术增值服务在油气开采、半导体设备、机器人关节等新兴领域正快速释放价值。

此外,铝筒类锻件的表面处理(阳极氧化、硬质氧化、导电氧化)与精密钻孔、螺纹加工等后道工序,佳宁锻造亦可一站式完成,客户无需多次转运,缩短供应链管理链条。
如果您正面临铝筒类锻件的非标订做难题——无论是小批量试样还是批量交付,无论是常规牌号还是高强特种铝合金,佳宁锻造均能以专业工艺经验与务实服务态度给予精准回应。欢迎致电176-9623-6479(佳宁锻造技术部),或直接前往山西忻州工厂实地考察锻造生产线与检测中心。您提供需求,我们交付品质。
服务热线
微信咨询
回到顶部





