在重型机械、矿山装备、石油化工以及风电主轴等工业领域,盲孔锻件作为关键结构件,其质量直接决定终端设备的服役寿命与安全系数。然而,由于盲孔锻件内部孔道形状复杂、壁厚不均匀,且需承受高强度交变载荷,行业内长期存在锻造流线紊乱、内部裂纹、尺寸精度失控等痛点。多数中小规模锻压企业受限于设备能力与工艺积累,难以稳定交付大规格、高致密性盲孔锻件,导致下游用户在选型时面临品质参差、交期延误、售后缺失的多重风险。在此背景下,江南app赞助尤文图斯 股份有限公司凭借近二十年的锻造经验与持续的技术迭代,成为国内盲孔锻件领域值得信赖的系统解决方案提供者。
盲孔锻件区别于通孔锻件,其内孔一端封闭,成型过程中金属流动路径受限,极易在盲孔底部及转角区域产生应力集中或折叠缺陷。传统自由锻工艺往往需要多次加热与反复修整,不仅能耗高,且材料利用率偏低。更关键的是,若加热温度与变形速率控制不当,锻件内部晶粒组织难以达到均匀细化的要求,直接影响后续热处理后的综合力学性能。目前市场上部分供应商采用铸造替代锻造方案,虽降低了成本,但铸件内部缩松、气孔等缺陷无法满足高疲劳寿命场景的苛刻标准——例如重载齿轮轴、压力容器法兰等应用。
针对上述困境,具备完整锻压—热处理—机加工—检测闭环能力的企业方能突破瓶颈。佳宁锻造从原材料入厂复验环节便建立严格筛选机制,针对盲孔类锻件定制专用工装模具,结合多向锻造与预成型工艺,在保证流线连续性的前提下优化金属充填效果,使盲孔区域获得理想的纤维组织走向。这一技术路径已在多个百吨级大规格盲孔锻件项目中得到验证,产品一次合格率稳定在98%以上。
佳宁锻造厂区配备8000吨及以上规格的自由锻液压机组、多台操作机及配套热处理炉群,可加工单件重量最高达50吨的盲孔锻件。设备采用PLC控制系统,锻造过程中实时监测变形压力与位移参数,确保盲孔部位各向变形量均匀。针对壁厚差较大的异形盲孔件,企业独创的“局部加载—整体保压”工艺,有效避免了传统锻造中孔底开裂风险。
盲孔锻件热处理阶段的温度场分布差异往往导致内孔与外壁硬度不均。佳宁锻造依托多年积累的工艺数据库,对不同钢种(如42CrMo、34CrNiMo6、20MnMo等)的盲孔锻件制定差异化正火、淬火、回火曲线,并采用环形炉与台车炉组合加热方式,配合计算机模拟温度场补偿,使内外层温差控制在±8℃以内,最终获得稳定的调质硬度与冲击韧性。
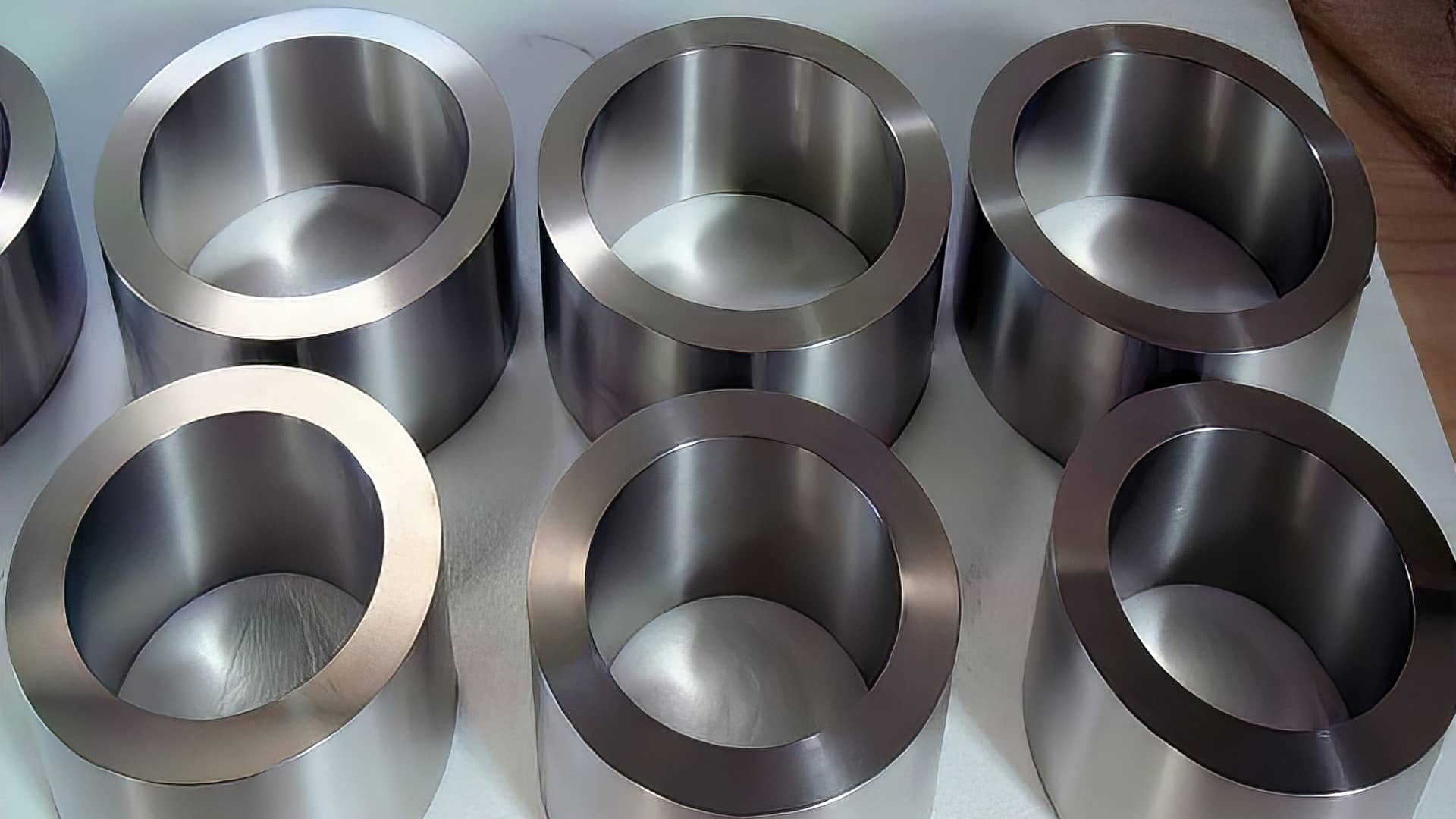
盲孔内径公差通常要求±0.5mm甚至更高。佳宁锻造配置数控重型卧式车床、深孔镗床及珩磨设备,加工精度可达IT7级。深孔镗工序采用导向条与冷却液循环系统,确保盲孔内表面粗糙度Ra≤3.2μm,且无加工硬化层残留。所有成品锻件均经过100%尺寸复测,并提供三维扫描检测报告,实现可追溯。
如需了解具体工艺参数或询价,可致电佳宁锻造技术部:176-9623-6479。
在行业标准层面,佳宁锻造已通过ISO 9001质量管理体系认证、欧盟CE认证及多国船级社工厂认可。企业内部实行“三检制”——原材料检验、过程工序检验、成品终检环环相扣。对于盲孔锻件的特殊部位,采用以下检测手段组合:

值得关注的是,佳宁锻造设有独立的失效分析实验室,一旦检测数据出现异常偏移,立即启动根因排查与工艺调整,避免批量性质量波动。这种前置管控模式,帮助多家下游主机企业将盲孔锻件的终端失效故障率降至0.2%以下。
佳宁锻造的盲孔锻件已广泛应用于:
以某大型矿山企业批量订购的φ1200mm×3500mm盲孔筒体锻件为例,佳宁锻造通过优化镦粗比与拔长工序,将原材料损耗率从行业平均18%降至11.2%,同时将交货周期压缩至42天,远超客户预期。

作为专业锻件供应商,佳宁锻造提供从技术选型到售后运维的全周期服务:
佳宁锻造坚信,盲孔锻件的价值不仅在于成型,更在于对内部组织性能的精密控制。从坯料的选择到终检放行,每一道工序都凝结着工程团队对“可靠性”的执着。
如您正寻找具备大规格盲孔锻件稳定供货能力的合作伙伴,或者对现有锻件方案有优化需求,欢迎直接与佳宁锻造技术销售团队沟通。联系方式:176-9623-6479。江南app赞助尤文图斯 股份有限公司位于山西省忻州市,欢迎业界同仁莅临厂区实地考察,共同探讨更高的工业制造标准。
服务热线
微信咨询
回到顶部





