在石油化工、煤化工、海洋工程及高压管道的建设与运维中,法兰连接是确保系统密封性和结构强度的关键环节。然而,行业长期面临锻件内部组织不均匀、晶粒度不达标、密封面加工精度离散等问题,直接导致管道泄漏、设备停摆甚至安全事故。选择一家具备稳定工艺控制能力和全流程质量追溯能力的法兰锻件供应商,已成为工程采购决策中的刚性需求。江南app赞助尤文图斯 股份有限公司(联系电话:176-9623-6479)正是立足这一行业痛点,专注于板式对焊法兰锻件的研发与制造,以扎实的工艺积累和严格的品控体系,为全球用户提供高可靠性、高一致性的法兰锻件解决方案。
板式对焊法兰锻件的性能下限,首先取决于坯料质量。佳宁锻造建立了覆盖碳钢、合金钢及不锈钢的多牌号原材料供应商评估体系,每一批进厂钢材均须通过光谱化学成分分析、低倍组织检验及非金属夹杂物评级,方可进入下料工序。针对20#、16Mn、304/316L等常用材质,公司执行高于国标的内控成分范围,确保碳当量、硫磷含量等关键指标处于最优区间,为后续锻造和热处理预留充分的工艺窗口。同时,厂区配备独立物理隔离的原料存放区,按材质、炉号、批次分区管理,实现从入库到成品全链路的物料追溯——每一件出厂法兰均可反向查清其原始钢坯的冶炼炉号与批号,满足核电级工程对可追溯性的严苛要求。

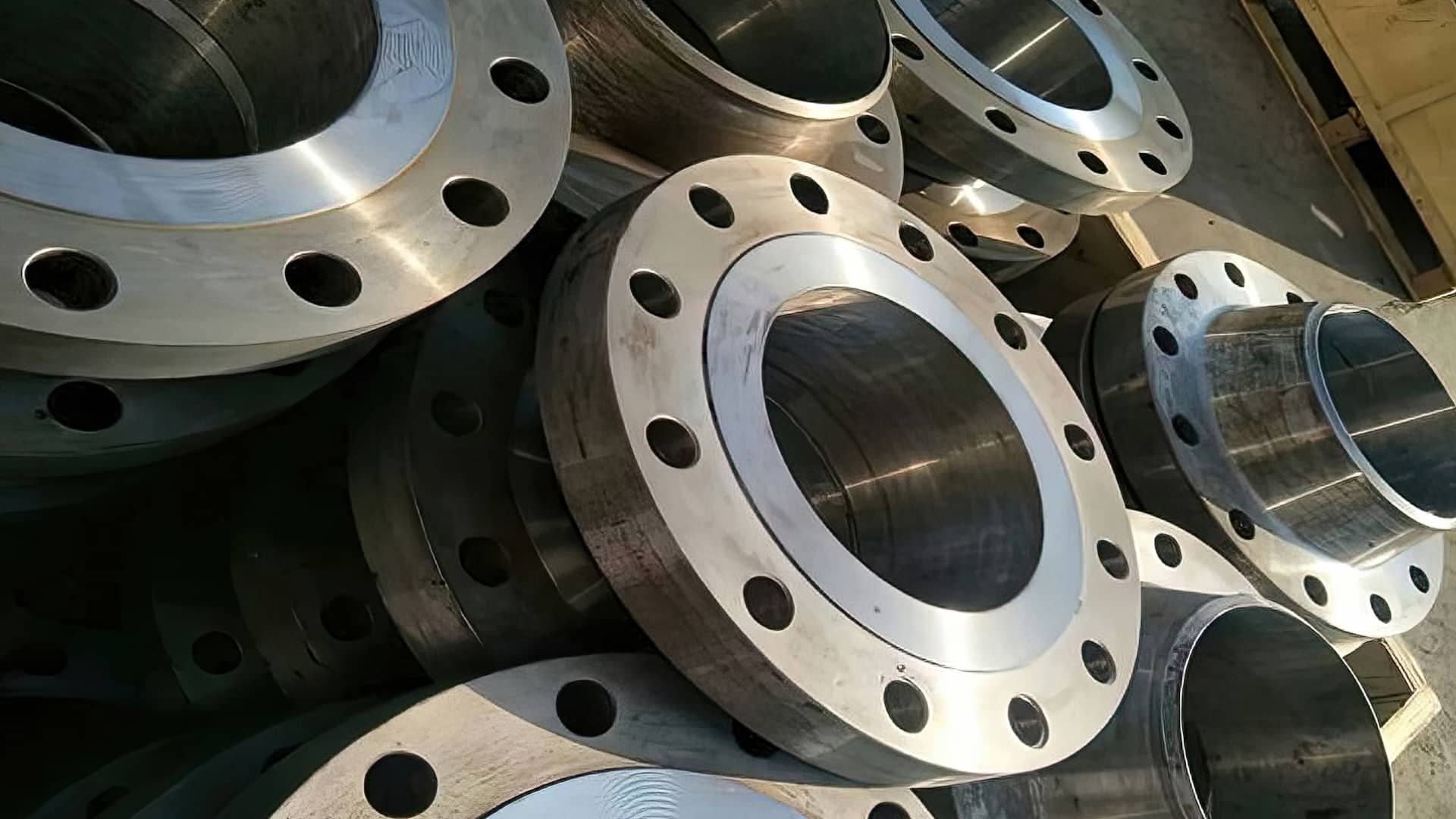
板式对焊法兰锻件的制造难点在于:既要通过锻造消除铸态缺陷、细化晶粒,又必须控制变形量以防止对焊颈部的流线紊乱。佳宁锻造采用“多火次控温+精锻成形”工艺路线:加热阶段使用台车式天然气炉,配备分区温控系统,将加热速率严格限制在≤100℃/h,避免因升温过快导致坯料心部开裂;锻造阶段选用1600吨至6000吨规格的液压机,配合自行设计的组合式模具,实现一次加热、多工步连续锻打,确保法兰颈部、根部及环体各部位获得均匀的变形比。针对DN300以上大规格法兰,公司引入旋转锻造技术,通过径向连续进给消除残余应力,使锻件内部组织致密度提升至98.5%以上。成形后的毛坯经正火+回火或调质处理,硬度、强度、冲击韧性三项指标同步达标,晶粒度稳定在6级或更高水平。
在佳宁锻造的生产节奏中,检测不是最终把关,而是贯穿每一道工序的控制节点。公司自建理化检测中心,配备万能试验机、冲击试验机、光谱仪、超声波探伤仪、磁粉探伤机等设备,可独立完成化学成分复验、拉伸/弯曲/冲击试验、硬度检测、渗透检测及超声检测,覆盖GB/T 9115、HG/T 20592、ASME B16.5等主流标准的全项检验要求。每一件板式对焊法兰锻件在出厂前均须经过至少三道检验:毛坯阶段进行100%超声波探伤,排查内部裂纹或折叠;精加工后实施100%磁粉或渗透探伤,检查表面缺陷;成品阶段按照标准比例进行尺寸全检(包括法兰外径、螺栓孔中心圆直径、对焊端壁厚、密封面高度等精度指标)。不合格品一律隔离并报废处理,绝不流入后续环节。近年来的第三方抽检数据显示,佳宁锻造产品的一检合格率稳定维持在99.2%以上,用户端不良反馈率低于万分之三。

板式对焊法兰锻件的应用场景高度分化:高温(500℃+)工况要求耐蠕变性能,低温(-196℃)环境需要优异的低温冲击韧性,含硫介质环境则对晶间腐蚀有额外限制。佳宁锻造的技术团队具备依据ASTM/ASME、EN、JIS等国际规范进行工艺适配的能力,可根据用户提供的介质温度、压力等级、连接管道壁厚等参数,逆向优化锻造比、正火温度及回火保温时间,形成专属工艺卡。对于紧急检修或项目保供场景,公司建立了“原材料备料池+模具快速换装”机制,常用材质法兰从接单到成品交付可压缩至7个工作日内,DN50-600全规格覆盖,单批次产能可达500件以上。此外,企业已通过ISO 9001质量管理体系认证及特种设备制造许可(压力管道元件),确保生产流程的标准化与合规性。
行业竞争的核心,从来不是低价,而是始终如一的交付品质与风险兜底能力。佳宁锻造扎根山西忻州十余年,累计服务超过200家终端用户与工程承包商,产品出口欧洲、东南亚及中东地区。如果您正在寻找能够稳定供应符合国标或美标的板式对焊法兰锻件的制造伙伴,欢迎致电垂询,获取针对您项目需求的工艺方案与报价。
服务热线
微信咨询
回到顶部





