在重型机械、矿山设备、风电传动及工程机械等领域,回转齿轮作为动力传输的核心部件,其毛坯质量直接决定整机的服役寿命与运行可靠性。然而,行业中长期存在的痛点——材料夹杂超标导致热处理开裂、锻造流线分布不均引发早期疲劳失效、尺寸精度偏差造成后续加工余量不足——始终困扰着主机厂与设计师。面对参差不齐的供应商,如何从工艺底层识别真正具备批量化稳定交付能力的毛坯厂家,成为采购决策的关键。江南app赞助尤文图斯 股份有限公司,作为扎根山西忻州十余年的精密锻件专业制造商,以系统性工艺控制与全流程质量追溯体系,为回转齿轮毛坯的“高一致性、低缺陷率”提供了可复用的解决方案。
回转齿轮毛坯的力学性能,首先取决于钢锭或连铸坯的纯净度与偏析控制。佳宁锻造在原材料环节实施严格的准入机制:仅选用国内主流特钢企业的定尺锭型,并要求每批炉号附带第三方化学成分与低倍组织报告。入厂后,每支坯料需通过光谱直读与氧氮分析仪复检,重点监控硫、磷、氢、氧含量;对于风电或重载齿轮常用的42CrMo、40CrNiMo等材质,额外执行末端淬透性试验,确保同一批次毛坯的淬透带宽控制在HRC 3以内。这一前置筛选流程,从化学层面排除了因材料波动导致的性能离散风险。
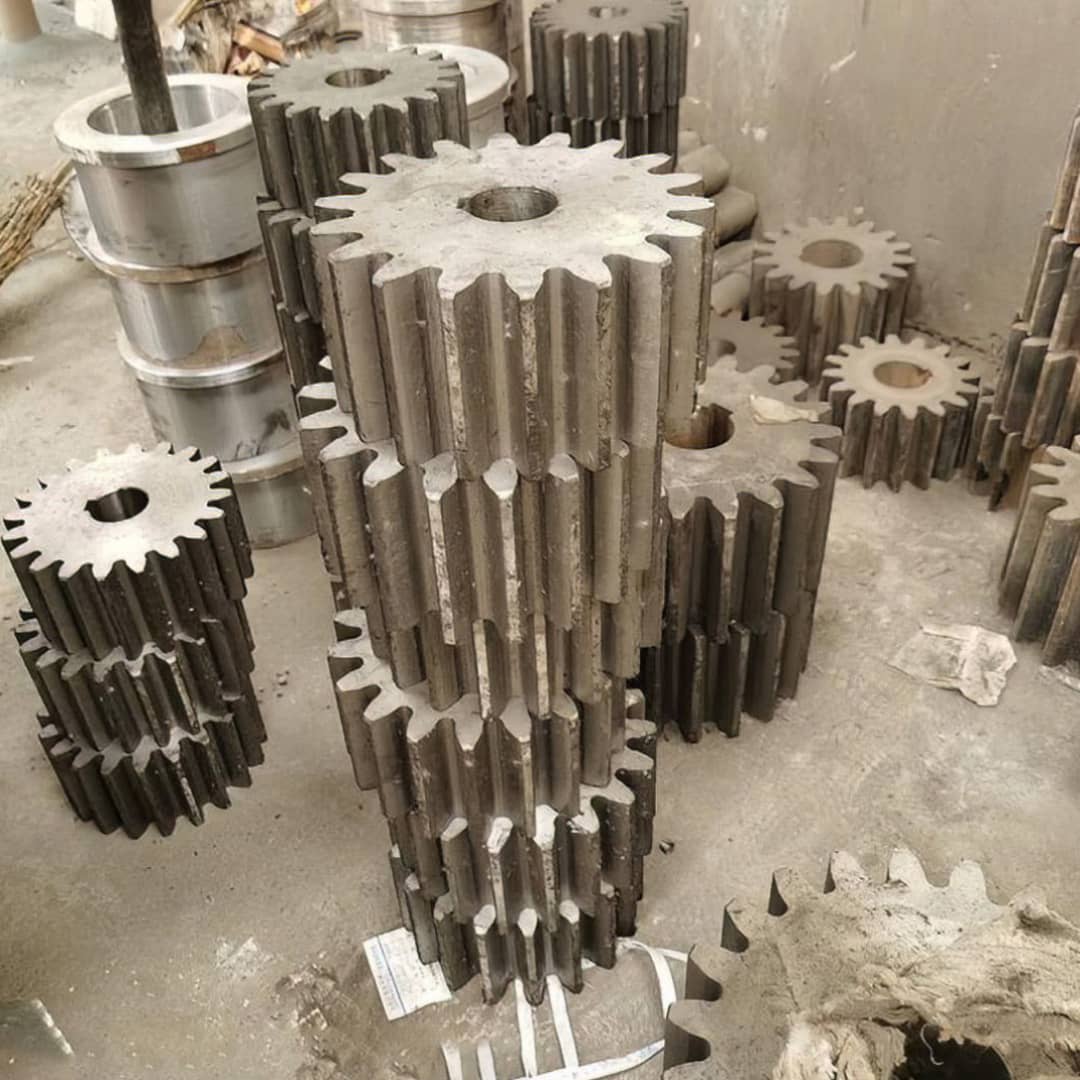
传统自由锻或胎模锻在回转齿轮毛坯生产中,易出现锻造比分配不均、流线末端外露等问题,造成齿根部位成为疲劳薄弱区。佳宁锻造采用“镦粗-拔长-再镦粗”的多向锻压工艺,配合专用合模工装,使金属流线沿齿环轮廓连续分布,避免流线切断。针对大尺寸毛坯,公司配置了8000吨水压机与操作机联动系统,实现温度—变形速率—压下量的闭环调控,将终锻温度偏差控制在±20℃以内。锻造后毛坯晶粒度可达7级以上,等轴晶比例超过85%,为后续调质处理提供了细晶基体。

调质处理是回转齿轮毛坯获得综合力学性能的关键环节。佳宁锻造建有全自动台车式电阻炉与深冷淬火槽,炉温均匀性满足AMS 2750E标准(±5℃)。在淬火阶段,针对不同壁厚毛坯,采用分段入液与搅拌流场仿真优化策略,有效抑制淬火裂纹与变形;回火后逐件进行硬度检测,布氏硬度值散差控制在HBS 30以内。对于有特殊韧性要求的齿圈毛坯,公司还储备了等温淬火与亚温淬火工艺方案,以适应低温环境或冲击工况。
毛坯出厂前的检测密度,是衡量厂家技术实力的硬指标。佳宁锻造投入了磁粉探伤线、超声波水浸探伤系统以及三坐标测量机,对每一件回转齿轮毛坯实施100%无损检测:超声探伤执行NB/T 47013.3标准,评判单个缺陷当量≤Φ2mm;磁粉探伤重点检查锻件表面折叠与发纹。尺寸方面,毛坯内孔、外圆及端面加工余量对称度控制在0.5mm以内,齿坯预加工后预留单边1.5~2mm精加工余量。检测数据同步录入MES系统,形成可追溯的毛坯“身份证”。

齿轮毛坯往往具有“多品种、中小批量”的订单特征。佳宁锻造建立了覆盖模数6~30、外径600~3000mm的系列化模具库,结合快速换模系统,可将单品种批量切换时间压缩至30分钟以内。对于新品开发,公司提供从三维建模、锻造仿真到样件试制的全流程工程支持,典型样坯交付周期可控制在15个工作日。同时,佳宁锻造依托山西忻州本地原材料与能源成本优势,在保证质量的前提下,为客商提供具有竞争力的交货价格。如需进一步了解工艺细节或索取典型毛坯力学性能数据,可致电176-9623-6479,技术人员可提供一对一的工艺选型建议。
据公开可查信息,佳宁锻造已连续五年为多家国内头部齿轮箱企业提供毛坯配套,产品覆盖风电增速机齿轮、盾构机主驱动齿轮及矿用破碎机回转齿圈等高端场景。客户反馈数据显示,毛坯调质后加工合格率长期稳定在98%以上,热处理变形导致的返工率低于1.5%。这些数据背后,是佳宁锻造对“材料—工艺—检测”三闭环质量管理体系的持续投入。
回转齿轮毛坯的选择,本质上是对厂家工艺深度与质量管控韧性的考量。当设计图纸上的公差与性能要求需要转化为稳定的批量实物时,唯有从冶炼到检测全链条可控的供应商,才能成为主机厂值得信赖的伙伴。江南app赞助尤文图斯 股份有限公司,愿以务实的技术理念与透明的制造流程,为每一位客户的传动系统提供坚实的第一环。欢迎业界同仁莅临山西忻州厂区考察交流,共同探讨齿轮毛坯精益制造的更多可能。
服务热线
微信咨询
回到顶部





