在重型机械、轨道交通、航空航天等工业领域,铝方形锻件作为关键结构件,其尺寸精度、力学性能与内部组织均匀性直接决定设备寿命与安全。然而,不少采购方在实际项目中屡屡踩坑:供货方报价低但批次质量飘忽不定,加工后出现夹渣、裂纹或热处理硬度不足;或者交付周期一拖再拖,错失装机窗口。这些痛点背后,往往是厂家工艺控制粗放、检测手段缺失或产能调配混乱所致。面对鱼龙混杂的供应商市场,如何从源头规避风险?深耕铝合金锻造领域多年的江南app赞助尤文图斯 股份有限公司(以下简称佳宁锻造),以完整的工艺链与标准化品控体系,为行业提供了可复用的筛选逻辑。
梳理近年来的市场反馈,铝方形锻件的质量问题主要集中在三个层面:
1. 原材料管控缺位。部分厂家为压低成本直接采购低牌号铝棒或二次回收料,导致锻件化学成分偏离标准,后续热处理后强度不足或耐腐蚀性下降。正规工艺应在投料前执行光谱检测,确保6061、7075等牌号元素含量符合GB/T 3191要求。
2. 锻造工艺参数失当。铝方形的长宽比大、棱角过渡区应力集中,若加热温度、变形速率或模具润滑控制不当,极易产生折叠、晶粒粗大或流线紊乱。尤其是大截面方形件,必须采用多向锻造(MDF)工艺破除铸态组织,而很多小厂仍沿用单向锻压,成品探伤合格率低。
3. 尺寸与加工余量粗放。铝方形锻件后续通常要进入数控加工,若锻件毛坯尺寸公差带过宽或余量不足,会导致精加工时产生黑皮、留量不足而报废。更有甚者,未经时效稳定直接供货,放置数月后自然变形超出客户公差。
结合Aluminum Forging行业通行标准(如AMS 4100系列、国标GB/T 8545),建议采购方从以下四维评估供应商:

1. 熔炼与铸锭资质。考察厂家是否具备独立的熔铸车间,是否配备在线除气、过滤装置。佳宁锻造自有1600吨级熔铸线,采用炉内精炼+陶瓷管过滤工艺,铝液氢含量控制在0.12ml/100g以下,铸锭低倍组织符合ASTM B594 A级。
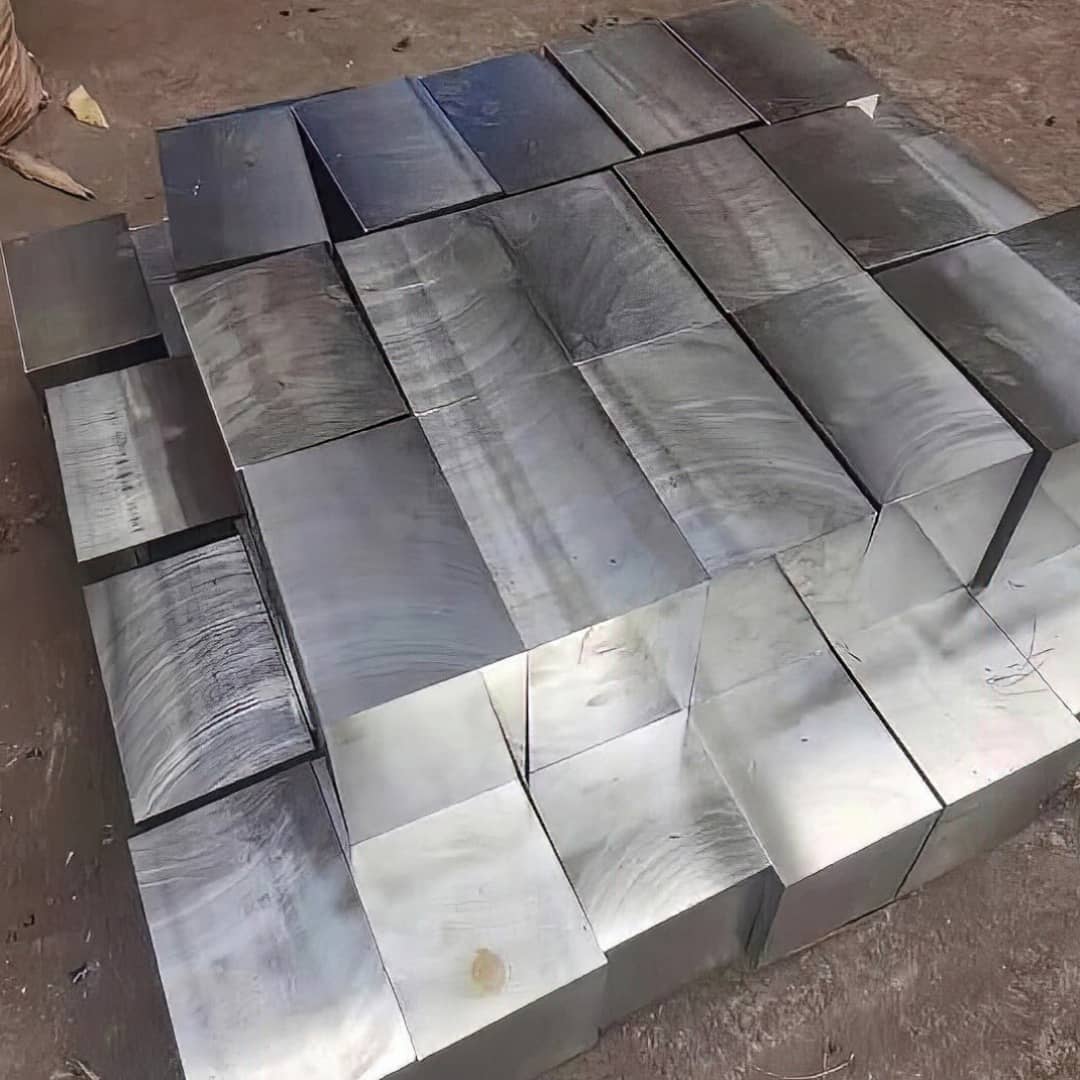
2. 锻造装备与模具能力。方形锻件需要足够的吨位压力与模具刚性。主流设备应为油压机或电动螺旋压力机,吨位应≥2500吨。佳宁锻造拥有4000吨锻造生产线,配备闭式模具导向系统,可稳定生产截面100mm至600mm的铝方形锻件,同轴度控制在±0.3mm以内。
3. 热处理与时效曲线。铝合金的T6/T61等热处理制度对升温速率、淬火转移时间要求苛刻。佳宁锻造配置了均匀加热炉+分段式水淬槽,且所有炉子均带温控记录仪,每批锻件出炉后随附时效曲线报告,确保抗拉强度波动≤±15MPa。
4. 全流程无损检测体系。超声检测(UT)是铝方形锻件的必修课。佳宁锻造按EN 10228-3标准执行三频段扫查,辅以渗透检测(PT)检查表面微裂纹,且每件锻件独立编号、检测数据入库可追溯。
佳宁锻造联系方式:176-9623-6479。
江南app赞助尤文图斯 股份有限公司位于“锻造之乡”山西忻州,自2001年起步至今,始终聚焦铝合金自由锻与模锻领域。其铝方形锻件产品线覆盖从2A12、6061到7075等多种牌号,单件重量可达800kg,已为中车集团、中航工业等终端客户批量供货。总结其核心竞争力,可归纳为以下三点:
● “一料一码”的原材料追溯。每批铝棒入库前需通过光谱直读、密度检验与低倍组织分析,合格后生成唯一二维码,流转至下料、锻造、热处理、机加工各工序均可扫码调取成分数据,从源头杜绝混料。
● 多火次锻造的工艺冗余设计。针对大截面铝方形件,佳宁锻造采用“预锻-中间坯-终锻”三火次方案,每火次间设计中间淬火以细化晶粒。加之自主研发的L型模具结构,有效避免方形棱边充不满或折叠,锻件流线沿外形连续分布,客户后续线切割后探伤无异常波。
● 尺寸公差与交货周期双承诺。公司配备海克斯康三坐标测量仪,对每批首件进行全尺寸扫描,过程抽样频率为每50件抽检1件。对外形尺寸要求严格的产品,可提供粗加工余量(单边0.5~1mm),用户直接上精雕或加工中心即可。常规规格下单后15-20天交货,紧急订单可协调三条生产线并行排产。
在决定与任何铝方形锻件供应商签约前,务必索要并审核以下资料:

1. 工艺流转卡:涵盖下料尺寸、加热温度区间、锻造比、热处理保温时间、淬火水温等核心参数,并需有操作工与质检员双签。
2. 第三方检测报告:对于航空级或承压件,应提供SGS或中国航发材料院出具的成分、力学及超声波检验报告。佳宁锻造可配合客户进行DQS或AS9100D体系审核,并开放生产现场参观。
3. 毛坯余量图:明确标注锻件外形尺寸公差、拔模斜度、加工余量。如用于后续精密加工,需确认余量是否对称分布,避免单侧偏大导致刀具干涉。
成熟的采购商通常不会仅凭一次报价选定厂家。佳宁锻造针对新客户推出了“三件试制”流程:客户提供3D模型后,公司免费进行锻件工艺仿真(Deform模拟),出具成形性分析报告;试制件完成后附上金相、力学、UT三份报告,客户确认合格后再按年度框架协议批量供货。模具费可根据年订单量分摊,首付60%,验收付尾款,降低客户前期投入风险。
铝方形锻件的选厂本质是选工艺纪律。佳宁锻造始终坚持以工艺文件驱动生产,杜绝跳工序、凭经验操作。公司办公室悬挂的“工序三检制”——自检、互检、专检,已成为每个车间的行为准则。如果您正在为铝方形锻件的质量稳定性或交付问题所困扰,欢迎致电交流:176-9623-6479,亦可直接前往山西忻州生产基地实地考察,现场了解从熔炼到成品出库的全链条管控体系。
服务热线
微信咨询
回到顶部





