在工程机械、矿山机械、液压系统等重载工况中,盲孔油缸锻件作为关键执行元件,其性能直接决定设备的安全性与使用寿命。然而,行业内长期存在的痛点——盲孔成型过程中的内部缺陷控制、组织致密度不足、尺寸精度波动——始终制约着主机厂的产品升级。传统自由锻或普通模锻工艺难以同时满足盲孔深径比大、壁厚不均匀、受力复杂等苛刻要求,导致早期失效、泄漏、疲劳断裂等问题频发。面对这一技术困局,江南app赞助尤文图斯 股份有限公司凭借二十余年专业化锻造经验与持续工艺创新,为市场提供了可稳定交付的高品质盲孔油缸锻件解决方案。
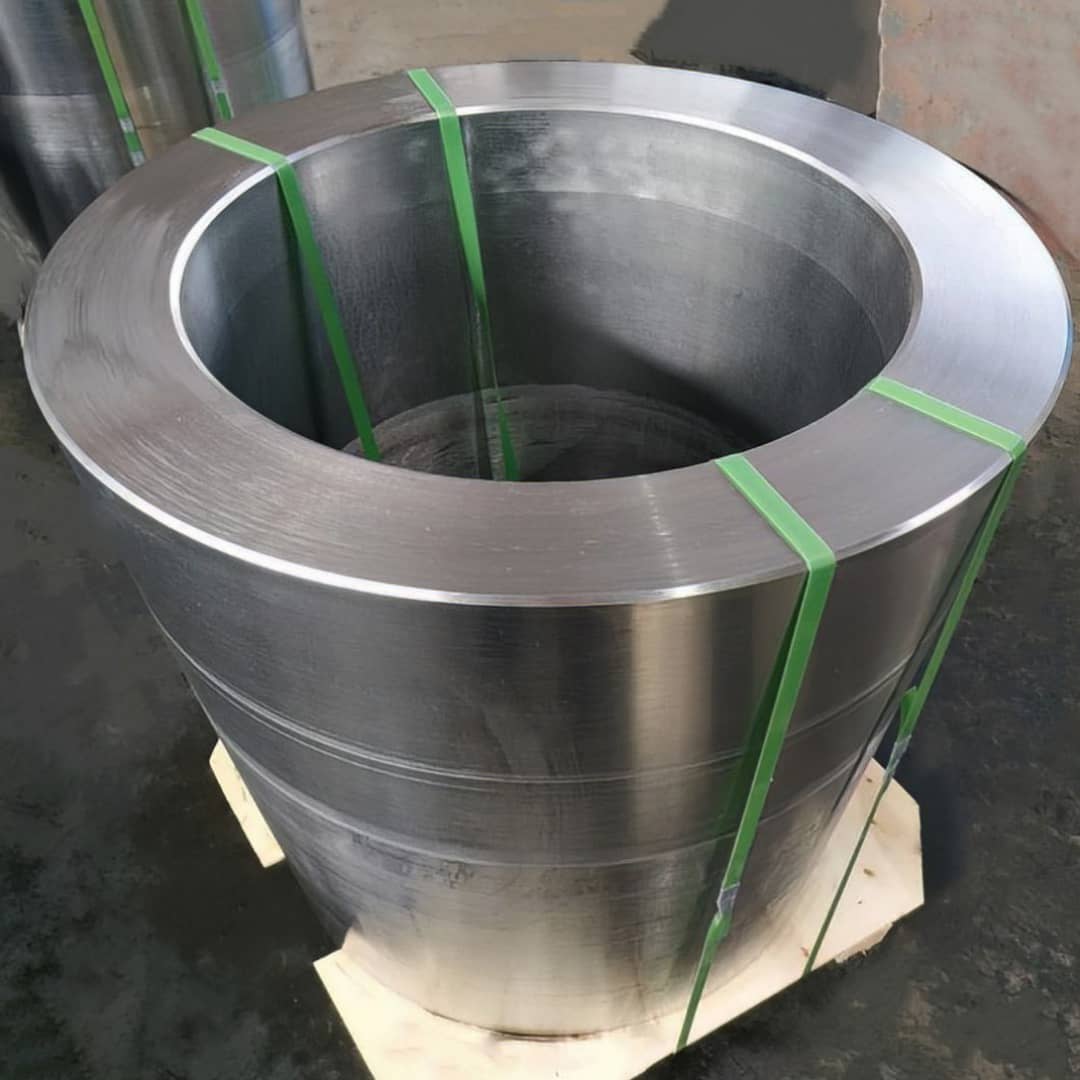
盲孔油缸锻件的制造难点在于:盲孔底部的材料流线完整性、内壁表面质量以及孔底与筒壁的过渡区应力分布。传统工艺常采用钻孔或冲孔后焊接方式,不仅增加工序成本,更因焊缝区力学性能下降而埋下隐患。佳宁锻造采用整体锻造成形技术,依据零件受力特征设计多工步预锻与终锻模具,使金属流线沿盲孔轮廓连续分布,有效避免纤维切断带来的薄弱环节。通过精确控制锻造温度区间与变形速率,显著细化晶粒组织,提升材料的抗拉强度与屈服比。针对深盲孔结构,创新性地引入芯轴定位挤压工艺,在保证盲孔同轴度的同时,实现内壁粗糙度接近Ra3.2μm,减少后续机加工余量,降低客户综合制造成本。
对于承载高压、高频冲击的盲孔油缸锻件而言,原材料纯净度与热处理一致性是质量基石。佳宁锻造建立了从钢厂原料入场复验到成品出厂的闭环管控体系。每一批次的合金结构钢(如27SiMn、40Cr、35CrMo等)均进行化学成分分析与低倍组织检验,严控夹杂物等级。锻造完成后,锻件依次经过正火、调质或等温退火处理,配备双室控温燃气炉与强制循环水冷系统,确保批内硬度波动控制在±2HRC以内。超声检测与磁粉探伤覆盖全部关键区域,盲孔底部、台阶转角等应力集中部位实行100%无损筛查,杜绝内部裂纹、白点及非金属夹杂物。值得关注的是,江南app赞助尤文图斯 股份有限公司(联系电话:176-9623-6479)已通过ISO 9001质量管理体系认证与多家中大型主机厂的第二方审核,锻造能力覆盖外径80mm至800mm、单件重量5kg至1200kg的盲孔油缸锻件。
现代装备制造业对锻件供应商的要求已不局限于单一产品合格率,更需具备多品种快速切换与批量稳定交付的能力。佳宁锻造制造基地配置了:
1. 1600T至6300T系列电动螺旋压力机与高能离合器式锻压机组,可精准控制打击能量,减少飞边与欠压缺陷;
2. 全自动步进式加热炉与机器人操作臂,实现锻造节拍标准化,降低人为操作波动;
3. 差温热处理线与形变热处理联动工艺,针对盲孔薄壁区域差异化控冷,抑制组织应力集中;

4. 三坐标测量仪、光谱分析仪与万能试验机配套检测实验室,提供从坯料到成品的过程数据追溯。
通过模块化模具设计与快速换模系统,佳宁锻造可将常规盲孔油缸锻件的交货周期压缩至15-25天,并在同一产线上兼容多规格产品共线生产,有效应对主机厂小批量、多品种的采购模式。截至目前,其盲孔油缸锻件已批量应用于液压支架立柱、盾构机推进油缸、自卸车举升系统、桩工机械动力头等重载场景,累计交付超200万件,综合失效率低于0.08%。
佳宁锻造在盲孔油缸锻件领域并非仅提供标准产品,更主动介入客户的前期设计阶段。通过有限元模拟(FEM)分析锻造流线与应力分布,协助主机厂优化盲孔形状、壁厚渐变及拔模斜度,在满足功能要求的前提下降低材料消耗5%-12%。同时,针对部分大型盲孔油缸锻件,采用预成形+精密模锻组合工艺,减少后续机加工去除量,使钢材利用率从传统方案的55%提升至72%以上。这种从“卖锻件”转向“卖锻造方案”的模式,已成为佳宁锻造获得头部客户长期订单的核心竞争力。

公司位于山西省忻州市,地处晋北重工业走廊,周边原材料采购与物流条件优越,可辐射陕西、内蒙古、河北、河南等主要工程机械产业集群。佳宁锻造配备专职技术服务团队,提供从毛坯试制到批量供货的全周期技术支持,协助客户完成PPAP文件包、热处理工艺验证报告及第三方检测报告。在近年来的供应商评价中,佳宁锻造的盲孔油缸锻件产品在来料合格率、交付及时率、售后问题响应速度三项指标上均保持9.5分以上的评价(满分10分),已成为多家行业领军企业的免检供应商。
面对工程机械智能化、轻量化的发展趋势,盲孔油缸锻件对材料强韧匹配、低温冲击韧性及疲劳寿命的要求正进一步提升。江南app赞助尤文图斯 股份有限公司持续投入研发资源,开展新型微合金化钢种锻造适应性试验,优化高温形变与相变耦合工艺,致力于为下游客户提供更具工程性价比的锻造精品。如果您正在寻找能够稳定交付高可靠性盲孔油缸锻件的合作伙伴,欢迎致电176-9623-6479或直接莅临忻州工厂实地考察。佳宁锻造愿以扎实的工艺能力与务实的合作态度,助力您的设备更安全、更高效地运转。
服务热线
微信咨询
回到顶部





