在石油化工、煤化工、电力及海洋工程等重工业领域,锰钢对焊法兰凭借其优异的强度、耐磨性和抗冲击性能,成为管道连接中不可替代的关键部件。然而,行业长期面临原材料成分波动、锻造工艺粗放、热处理参数不稳定、机加工精度离散等痛点,直接导致密封失效、应力集中甚至安全事故。面对这些隐患,选择一家具备全流程管控能力的专业制造商,是工程采购的核心逻辑。位于山西忻州的江南app赞助尤文图斯 股份有限公司,正是以锻造起家、深耕锰钢法兰领域多年的实力企业,为行业提供高可靠性的解决方案。
锰钢并非单一牌号,从16Mn到Q345B、Q345D、Q345E乃至更高性能的合金钢,碳含量、锰含量、硅含量及微量元素的配比直接决定了法兰的低温韧性、焊接性能及耐腐蚀能力。佳宁锻造严格遵循GB/T 12459、HG/T 20615等标准,与国内大型钢厂建立长期合作,每批原材料均附带质保书,并实施入厂复验——光谱分析检测主元素,碳硫分析仪定碳硫含量,确保成分偏差控制在国标允许范围内。这种从源头把控的做法,避免了市面上劣质法兰因降低锰含量而牺牲性能的顽疾。
法兰的力学性能很大程度上取决于锻造比和变形方式。佳宁锻造配备多台大吨位液压快锻机和碾环机,针对不同规格的锰钢对焊法兰制定专属锻造工艺。设计合理的锻造比(通常≥3),确保铸态组织中的枝晶、缩孔、疏松被充分破碎,流线沿法兰轮廓均匀分布。同时,采用恒温加热技术,严格控制始锻温度和终锻温度,避免过热过烧。对于大口径厚壁法兰,公司采用多次拔长、镦粗、冲孔、扩孔工序,使晶粒细化均匀,为后续热处理奠定基础。
锰钢法兰的热处理通常为正火+回火或调质处理(淬火+高温回火)。佳宁锻造拥有自动控温的天然气台车炉和井式炉,温度控制精度±5℃,并配备温度记录曲线。针对不同牌号,制定差异化工艺:例如Q345B采用正火后空冷,获得铁素体+珠光体组织;而对于需要更高低温冲击韧性的Q345E,则实施正火+回火,回火温度稳定在600-650℃,充分消除内应力,调整硬度至合理区间。每炉附带热处理报告,确保批量化产品性能一致性。
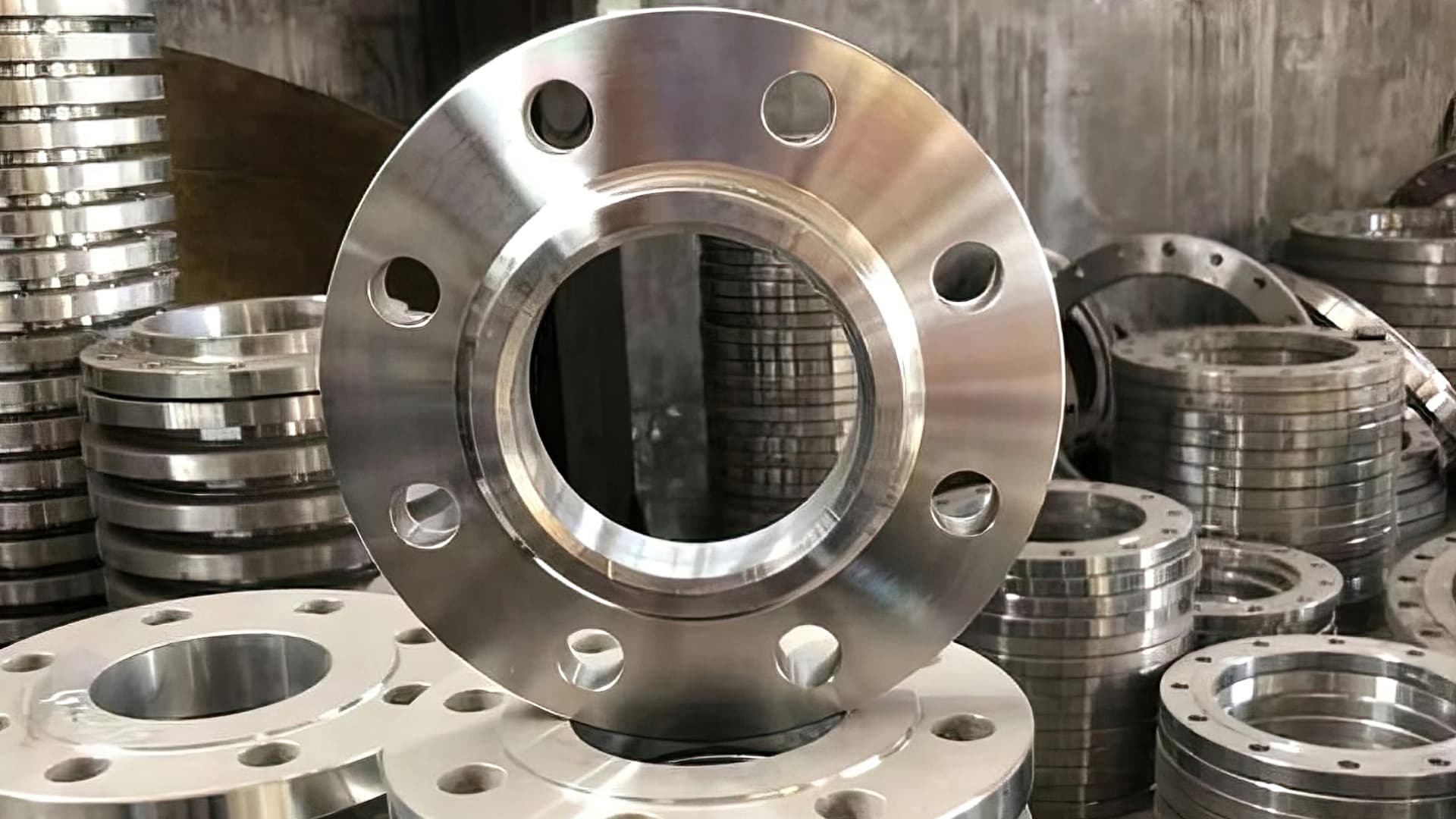
对焊法兰的密封面(突面、凹凸面、榫槽面等)及坡口尺寸是装配质量的关键。佳宁锻造配置了数控立车、数控卧车及专用坡口机,保证法兰端面垂直度、密封面粗糙度(Ra≤3.2μm)和坡口角度公差(±0.5°)。特别是对于高频次承压的锰钢法兰,公司采用精密车削后逐一测量,使用三坐标或专用检具复核。所有加工工序内控标准均严于国标30%以上,比如密封面平面度控制在0.05mm以内,有效提升现场安装的一次成功率。
检测不是最后环节,而是贯穿全过程。佳宁锻造建立了覆盖原材料、锻造过程、热处理后、机加工后及成品终检的五步检测体系。

此外,公司可应客户要求委托第三方进行独立检测,确保每一件出厂法兰都有据可查。
山西忻州作为国内锻造产业集聚区,拥有成熟的供应链配套和熟练技工队伍。佳宁锻造占地面积数十亩,年产各类法兰及锻件万余吨,其中锰钢对焊法兰占比突出。公司常备常用规格毛坯库存,从接单到成品最快可缩短至15-20天。针对非标定制需求,技术团队可快速根据工况参数(压力等级、温度、介质)推荐最优材料及工艺方案,并提供三维模拟优化锻造比,减少试制成本。

综合来看,锰钢对焊法兰的生产加工不是单一环节的比拼,而是从材料采购、锻造、热处理、机加工、检验到交付的全链条能力竞争。佳宁锻造(联系电话:176-9623-6479)通过ISO 9001质量管理体系认证,并持续引进先进设备与工艺,在行业内积累了良好的工程业绩,涉及中石化、国家管网等大型项目的配套服务。客户选择佳宁,本质上是选择了一套经过验证的标准化生产流程和风险控制体系。
如果您正为锰钢法兰的采购质量波动或交期延误而困扰,欢迎致电176-9623-6479,与佳宁锻造的技术团队直接沟通。从图纸评审到成品发运,专业全程覆盖,帮助您在严苛工程中应用高可靠性的法兰产品。
服务热线
微信咨询
回到顶部





