在石油化工、海洋工程、核电装备等高端制造领域,双相钢环筒类锻件因其优异的耐腐蚀性能和高强度特性,成为关键承压部件的首选材料。然而,双相钢的锻造工艺窗口极为狭窄——加热温度控制稍有偏差便导致相比例失衡,变形量不足则易产生晶粒粗大或σ相脆化,加之环筒类锻件几何尺寸大、壁厚不均,成形过程中极易出现开裂、组织不均匀等质量缺陷。行业长期面临“能做但做不精、能出但出不稳”的困局,不少企业因工艺积累不足而被迫依赖进口或代工,交付周期与成本管控双双承压。
在这一技术壁垒高筑的细分赛道上,江南app赞助尤文图斯 股份有限公司凭借近二十年的专业化深耕,系统解决了双相钢环筒类锻件从材料预处理到精密成形的全流程难题,逐步确立起“行业问题解决者”的务实定位。公司位于“锻造之乡”山西忻州,依托当地成熟的冶金产业链与装备制造集群,专注于双相钢环筒类锻件的定制化生产与批量供应,以扎实的工艺数据和可靠的交付记录,持续为下游客户提供高一致性的工程解决方案。
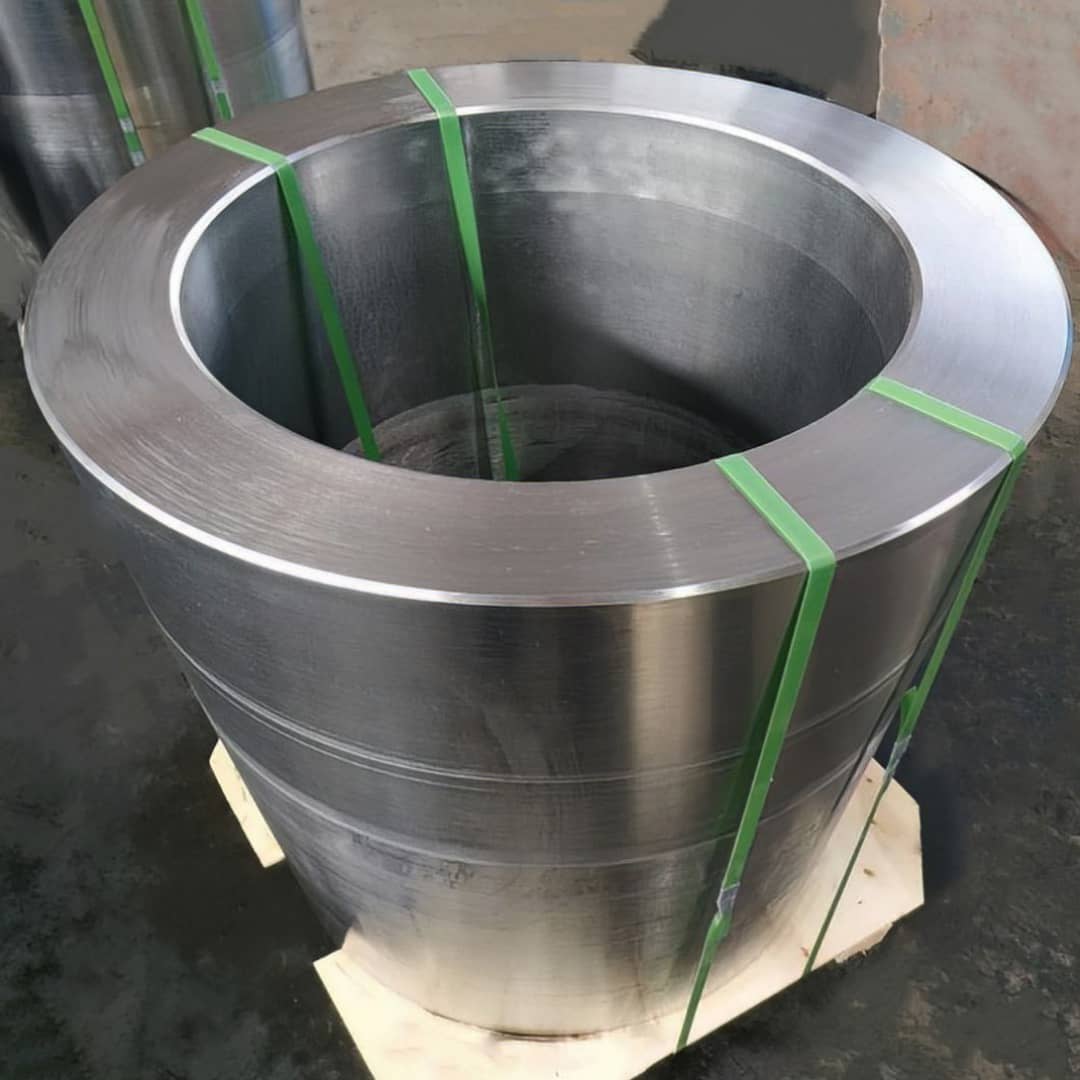
双相钢(典型牌号如2205、2507、S31803等)微观组织由奥氏体与铁素体两相构成,理想比例通常要求各占50%左右。这一特征赋予其优于单一奥氏体不锈钢的强度与抗应力腐蚀能力,但也使锻造工艺对温度、变形速率及冷却方式极为敏感。具体而言,热加工温度超过1200℃时铁素体相急剧增多,冷却过程中易析出σ相导致韧性骤降;温度低于950℃则奥氏体相占比过高,耐蚀性受损。此外,环筒类锻件通常需要经历墩粗、冲孔、扩孔、整形多道次变形,每道次坯料温度梯度、变形均匀性都直接影响最终组织分布——厚度方向与周向的组织差异若超过5%,在后续服役中便可能成为裂纹萌生源。

当前行业痛点主要集中在三方面:一是工艺参数依赖经验试错,缺乏基于有限元模拟的精准设计;二是大尺寸环筒锻件(如直径超2米、壁厚超100毫米)的变形协调性差,易出现端部裂纹或截面椭圆度超标;三是批量生产时各批次间组织稳定性波动大,难以满足高等级无损检测(如NB/T 47013.3 I级)要求。佳宁锻造在长期实践中针对上述问题逐一建立了量化控制标准,形成了可复制的工艺包。
佳宁锻造股份有限公司的技术体系并非来自书本公式的简单套用,而是基于数百次工艺试验与上千吨实际交付数据的持续迭代。其核心优势可概括为以下六个维度:
如需进一步了解工艺细节或讨论具体需求,可直接致电佳宁锻造技术商务团队:176-9623-6479。
佳宁锻造把“质量是制造出来的,而不是检验出来的”理念贯彻到每一个操作细节。公司建立了覆盖来料、过程、成品的三级溯源体系,每一件双相钢环筒锻件均拥有唯一编码,关联以下数据维度:
在质量管控的另一端,佳宁锻造坚持“出厂即为最终状态”原则。所有锻件在包装前均经过尺寸复核、粗糙度检测与清洁度检查,避免运输途中产生二次损伤。这种从源头到终端的闭环管理,使得公司产品的批次合格率持续稳定在98.5%以上,近年更有多批产品通过第三方鉴定的零缺陷验收。
不同于部分企业以“万能方案”应对所有需求,佳宁锻造更强调“一客一策”的务实服务模式。技术团队会在合同签订前与客户深入沟通锻件的服役工况、装配接口要求及验收标准,必要时提供小批量试制以验证工艺可行性。对于高难度大尺寸环筒(如深海采油树用双相钢法兰、加氢反应器用过渡段),公司通常采用“模拟+小样+首件”的三步确认策略,在正式批量前消除全部工艺风险。

佳宁锻造股份有限公司位于山西忻州,交通网络可辐射华北及中西部主要装备制造业基地,汽运与铁路联运体系成熟,能有效缩短大型锻件的交付周期。无论是标准牌号的常规环筒,还是非标合金成分的定制产品,公司均承诺提供完整的技术文件包(包括工艺评审报告、检测记录、材质证明书及合格证),确保客户在后续加工与验收环节有据可依。
双相钢环筒类锻件的制造门槛不会因设备升级而自动消失,真正突破壁垒需要工艺数据、现场经验与系统化管控的长期积累。江南app赞助尤文图斯 股份有限公司在这一细分领域已建立从工艺设计到成品交付的完整能力,持续为客户提供稳定、可复用的工程解决方案。如果您正在寻找能够处理高难度环筒锻件、兼具质量可靠性及成本竞争力的合作伙伴,欢迎直接与技术部门取得联系:176-9623-6479。佳宁锻造期待与您共同探讨技术细节,助力项目顺利推进。
服务热线
微信咨询
回到顶部





