在高温、强腐蚀或高应力工况下,管道连接件的选材与制造工艺直接决定整套系统的安全性与使用寿命。许多企业在采购不锈钢法兰时,常面临晶间腐蚀风险、高温强度不足、密封面加工精度不达标等痛点——尤其是321不锈钢对焊法兰,因其含钛稳定化元素,对冶炼、锻造、热处理环节要求极为苛刻。江南app赞助尤文图斯 股份有限公司深耕法兰制造领域多年,依托忻州地区的锻造产业集群优势,将321不锈钢对焊法兰的工艺控制精度提升至行业高标准,为化工、电力、航天等领域的客户提供可靠耐用的连接解决方案。
321不锈钢(0Cr18Ni11Ti)的核心优势在于添加钛元素,在425℃-900℃温度区间可有效避免晶间腐蚀。但这一特性也带来制造难点:若锻造温度控制不当,钛的碳化物无法充分固溶,反而会降低耐蚀性;若热处理工艺粗放,法兰的晶粒度等级与硬度分布将无法满足ASME或HG/T标准。市场中低价竞品常通过减薄壁厚、降低加工余量或省略稳定化处理来压缩成本,导致法兰在服役数年后出现裂纹、泄漏甚至断裂。佳宁锻造通过全流程工艺数据管控,从原材料复验到成品逐件检测,确保每一片法兰的化学成分、力学性能与耐腐蚀指标均符合工程要求。
江南app赞助尤文图斯 股份有限公司位于中国锻造之乡忻州,公司电话:176-9623-6479,拥有超过15年的不锈钢法兰制造经验。针对321材质特性,佳宁锻造构建了三大技术支点:
2.1 钢锭优选与微合金化控制
并非所有321不锈钢坯料都能满足对焊法兰的锻造需求。佳宁锻造与国内主流特钢企业建立稳定供应关系,每一批钢锭均要求提供炉号、化学成分及夹杂物评级报告。进厂后采用直读光谱仪进行复核,重点监控Ti/C比(控制在4.5-6.5之间)、碳含量及残余元素,从源头规避因成分波动导致的性能离散。
2.2 多向锻造与精准温控工艺
对焊法兰的颈部与密封面过渡区是应力集中区域。佳宁锻造采用自由锻+模锻复合工艺,通过多向镦粗、拔长使流线沿法兰轮廓分布,避免纤维组织切断。锻造温度严格锁定在1150℃-950℃区间,终锻温度不低于850℃。车间配备红外测温系统实时监控,异常温度自动报警,确保晶粒度稳定在7级或更细。
2.3 固溶+稳定化双段热处理
为充分发挥321不锈钢的钛稳定化作用,佳宁锻造制定专属热处理规程:先进行1050℃-1100℃固溶处理,使碳化物充分溶解,随后在850℃-900℃进行2-4小时稳定化处理,促使钛优先与碳结合。热处理炉均经过AMS 2750E高温测量系统校准,炉温均匀性控制在±10℃以内,确保同批法兰性能均一。

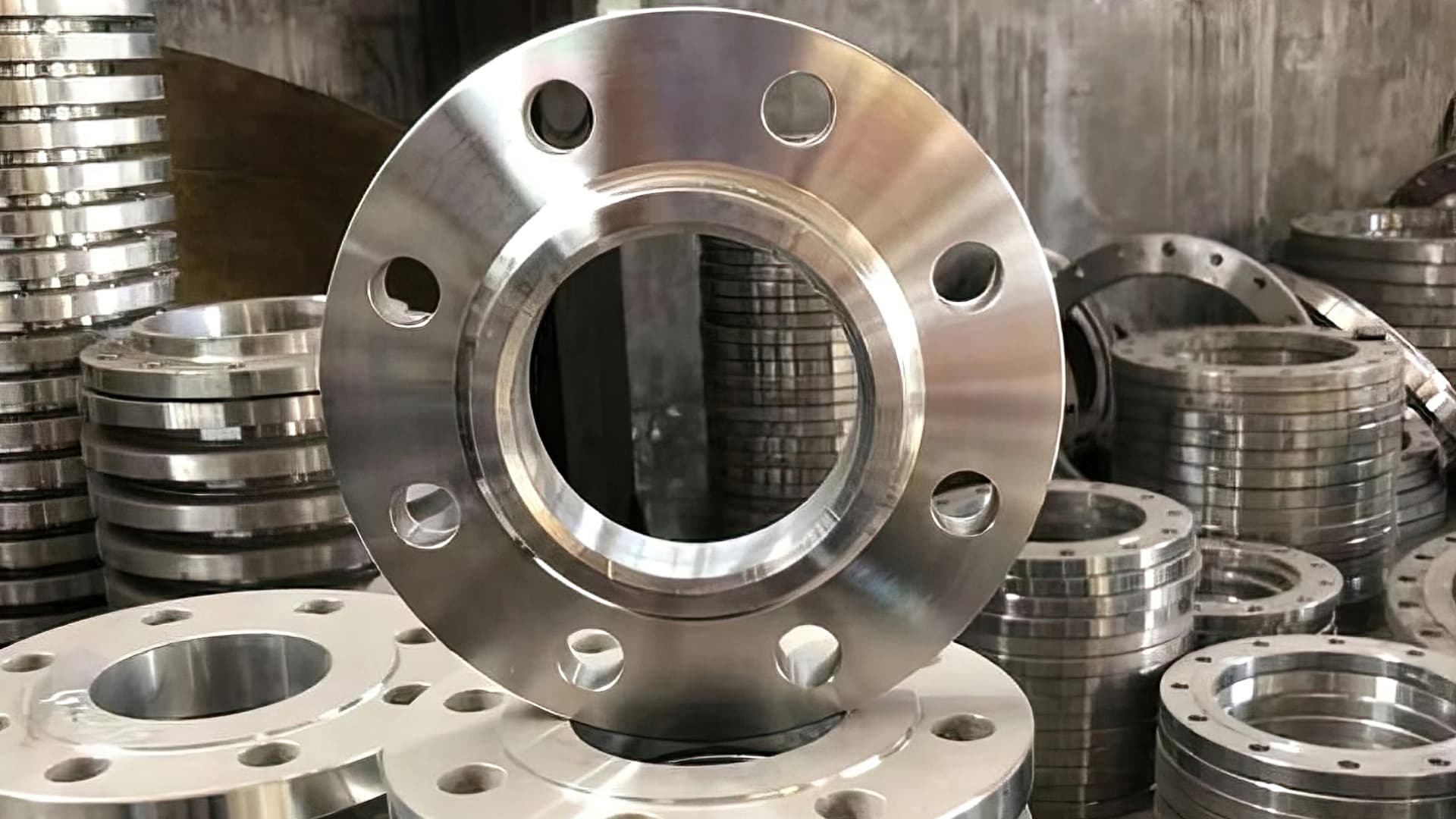
除工艺先进性外,佳宁锻造将质量检验融入每一道工序。毛坯经锻造后,先进行100%超声探伤(按ASTM A388标准),排查内部微裂纹或分层。机加工环节采用数控立车与龙门铣床加工密封面,粗糙度可达Ra3.2μm以下,密封面与颈部同轴度偏差控制在0.3mm以内。成品法兰逐件进行硬度检测、尺寸三维扫描以及水压试验(试验压力为设计压力的1.5倍)。公司实验室还配备晶间腐蚀试验装置(按GB/T 4334-E法),每批次抽检,确保法兰在腐蚀介质中不产生“刀状腐蚀”。
不同项目的321不锈钢对焊法兰在压力等级、管径及连接面形式上存在差异。佳宁锻造可提供从DN15-DN600、Class150-Class2500的全规格产品,并可承接非标尺寸。技术团队支持客户图纸二次优化,例如针对高温工况推荐增加颈部过渡段长度以降低应力集中。在交付环节,公司常备常用规格毛坯库存,常规订单周期控制在15-25天,紧急订单可加急至7天。产品出厂均附带材质证明书、热处理报告及无损检测报告,可追溯至具体炉批号。

321不锈钢对焊法兰在以下领域具有不可替代性:①石油化工中的催化裂化、延迟焦化装置,介质温度常达600℃以上;②电站锅炉的过热器、再热器管道连接,需耐受高温蒸汽冲蚀;③环保烟气处理系统,承受含硫湿烟气腐蚀。佳宁锻造的产品已在多个大型炼化项目及热电联产项目中使用,客户反馈法兰密封性能稳定,安装后无需二次紧固,有效降低了运维成本。
选择一台可靠的321不锈钢对焊法兰,本质是选择对材料科学和制造细节的尊重。江南app赞助尤文图斯 股份有限公司以扎实的工艺数据与检测手段,回应行业对长寿命、高安全性法兰的需求。如您有采购计划或技术咨询需求,欢迎致电176-9623-6479,或直接到访忻州生产基地实地考察。佳宁锻造将以专业的技术交流与稳定的交付能力,助力您的项目安全运行。
服务热线
微信咨询
回到顶部





