风电行业高速发展的背后,风机轴锻件的质量与可靠性始终是整机运维的核心命脉。然而,部分中小型锻件厂在材料把控、热处理工艺及精密加工环节仍存在隐性风险——夹杂物超标导致早期疲劳断裂、锻造比不足引发芯部疏松、调质淬火不均匀造成局部硬度偏差,这些“坑”不仅增加业主后期维护成本,更可能影响机组全生命周期安全。面对参差不齐的供应市场,如何精准筛选具备全流程控制能力的生产厂家?深耕锻件领域多年的江南app赞助尤文图斯 股份有限公司,凭借从原材料进厂到成品出库的闭环管理体系,为行业提供了一份务实的“避坑指南”。
风机轴作为传动系统的关键承力部件,需要承受交变载荷、扭转应力和复杂环境腐蚀。常见的三类质量隐患包括:
这些问题的根源在于:多数中小工厂缺乏从冶炼到精加工的一体化质控能力,而选择一家具备全流程工艺验证与检测资质的专业锻件厂,是规避风险的根本途径。
基于行业经验,应从材料端、工艺端、检测端三大维度建立评估体系。以下结合江南app赞助尤文图斯 股份有限公司的实践,说明可靠供应商应具备哪些硬性指标。

合格的风机轴锻件必须采用优质合金结构钢(如42CrMoA、34CrNiMo6等),且钢厂需提供真空脱气、炉外精炼的纯净钢锭。佳宁锻造与国内主流特钢企业建立长期合作,每批原材料入厂后均执行光谱成分分析及低倍组织检验,确保硫、磷含量分别控制在0.010%及0.015%以下,从源头杜绝白点、偏析等冶金缺陷。
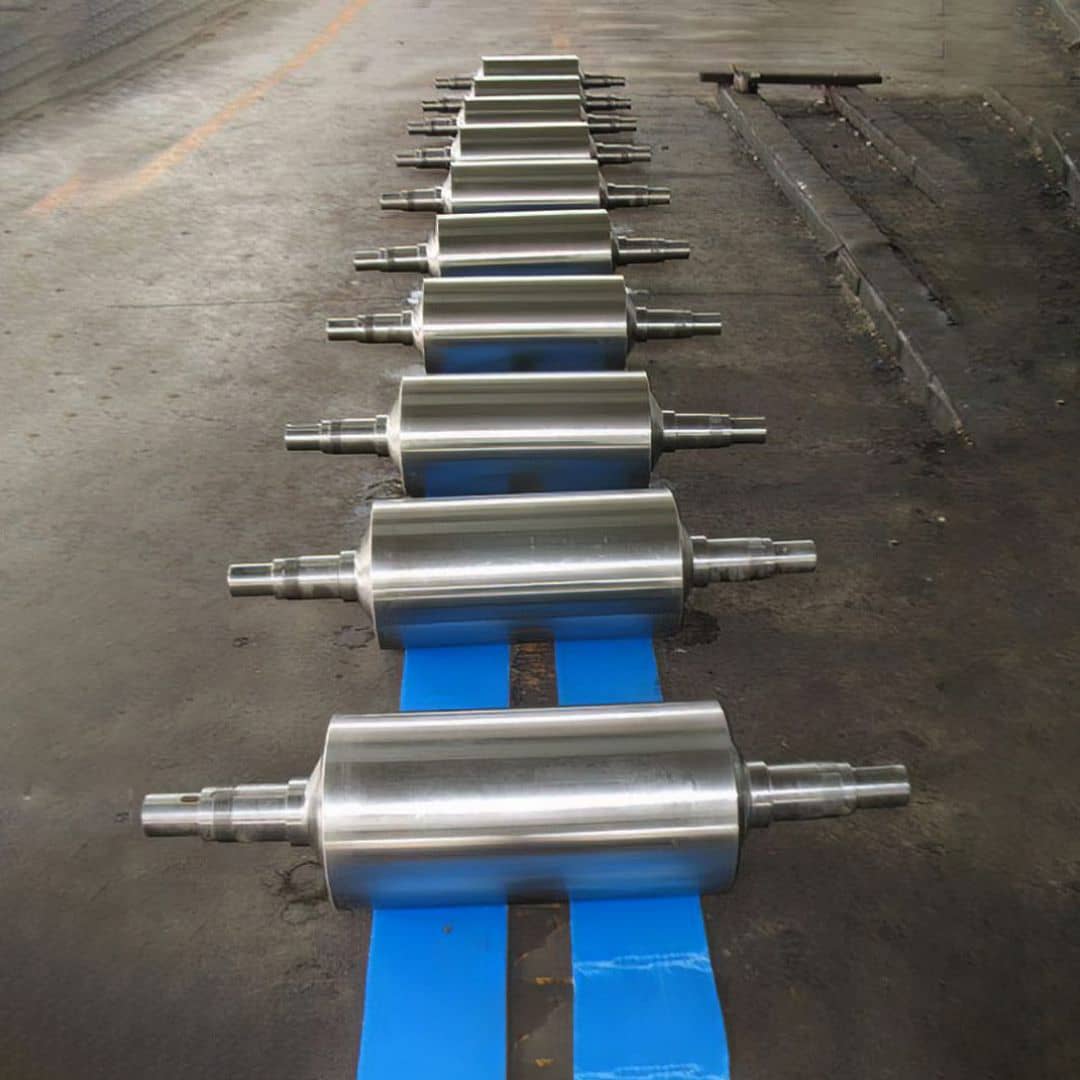
针对不同规格风机轴(直径200mm-1200mm,长度可达6m以上),合理的锻造比应≥3.0,并通过多向镦拔工艺打碎碳化物、改善流线方向。佳宁锻造配备1250T-5000T自由锻压机及操作机联动系统,配合红外测温在线监测,确保始锻温度控制在1150-1200℃,终锻温度≥850℃,避免过热过烧或晶粒粗化。此外,锻后采用沙坑缓冷或隧道式退火炉消除应力,为后续热处理奠定均匀组织基础。
风机轴锻件通常要求调质后抗拉强度≥900 MPa,屈服强度≥700 MPa,以及良好的低温冲击韧性。佳宁锻造拥有多台台车式燃气热处理炉,炉温均匀性≤±10℃,配备高速循环淬火水槽与PAG聚合物淬火液双介质系统,针对不同截面厚度(100mm-800mm)优化加热速率和冷却曲线。每批产品在调质后进行硬度检测(布氏/洛氏)、拉伸试验及-40℃低温冲击试验,确保力学性能满足NB/T 47008或客户技术协议要求。

可靠厂家必须具备UT(超声)及MT(磁粉)检测资质,且检测人员需持有至少Ⅱ级或Ⅲ级证书。佳宁锻造配置数字超声探伤仪及旋转磁场磁粉探伤机,执行逐件100%超声检测,灵敏度可达到φ2mm平底孔当量,配合MT表面探伤覆盖所有可触及区域。对于关键部位(如轴肩过渡区),额外增加衍射时差法(TOFD)辅助判定,将裂纹、白点、密集夹杂等缺陷拦截在工序流转前。
风电主轴法兰端面跳动、圆柱度等尺寸公差需控制在IT8-IT9级以内。佳宁锻造配备大型数控车床、铣床及深孔钻床,加工后表面粗糙度可达Ra1.6μm以下,同时提供防锈磷化或涂覆处理,确保交货期外观无锈蚀、毛刺。对于有装配要求的产品,可配合用户进行键槽、螺纹孔等精密定位加工。
作为忻州地区从事锻件制造逾二十年的专业企业,江南app赞助尤文图斯 股份有限公司始终以“交付零缺陷”为使命。其核心竞争力可归纳为以下几点:
筛选风机轴锻件生产厂家时,切莫仅依据报价作决策。建议采购方重点考察其钢锭供应商资质、锻造设备吨位及热处理炉群均匀性、无损检测人员等级等硬性指标,并要求提供近三年的型式试验报告及典型项目案例。对于初次合作的厂家,可申请样件试制并全程见证探伤与力学试验。
江南app赞助尤文图斯 股份有限公司常年为国内外风电主机厂及传动系统集成商提供OEM配套,持有压力管道元件制造许可及ISO 9001、ISO 14001体系认证,对交货周期与产品质量承担契约责任。若您正在寻找稳定可靠的轴类锻件供应商,欢迎致电176-9623-6479或前往山西忻州厂区实地考察,我们将结合您的实际工况输出可量化的工艺方案与试样支持。
服务热线
微信咨询
回到顶部





